Công nghệ - Dịch vụ nhiệt luyện
Các dịch vụ nhiệt luyện chúng tôi nhận làm :
- Ủ (Annealing): Phương pháp nhiệt luyện làm tăng độ dẻo của thép. Mục đích chính của phương pháp này là làm cho thép dẻo dai hơn, nhằm làm cho công đoạn kéo cán thép hoặc gia công sau đó được dễ dàng hơn.
- Thường hóa (Normalizing): Mục đích chính của phương pháp này là đồng nhất kết cấu bên trong, thu nhỏ kết cấu tinh thể.
- Tôi và Ram (quenching hardening & tempering): Mục đích chính của phương pháp này để tăng độ cứng của thép cacbon thông thường có nồng độ cacbon từ 0.35 trở lên.
- Thấm cacbon, tôi và ram (Cacburizing & quenching hardening & tempering) Mục đích chính của phương pháp này để tăng độ cứng mà vẫn đảm bảo độ dẻo dai bên trong của thép cho các loại thép có nồng độ cacbon thấp bằng cách bổ sung thấm 1 lượng cacbon vào bề mặt của thép sau đó rồi tôi và ram.
- Thấm cacbon-nito, tôi và ram (Cacbonitriding & quenching hardening & tempering): Tương tự quá trình thấm cacbon với việc bổ sung amoniac vào khí quyển lò để cung cấp thêm 1 lượng ni tơ cho quá trình thấm. Ni tơ được hấp thụ ở bề mặt và khuếch tán vào sản phẩm cùng với cacbon. Cacbonitriding (850 ° C / 1550 ° F) được thực hiện ở nhiệt độ cao hơn đáng kể so với thấm Ni tơ (khoảng 530 ° C / 990 ° F) nhưng thấp hơn so với thấm cacbon (khoảng 930 ° C / 1700 ° F) và cho thời gian ngắn hơn và giảm bớt sự biến dạng trong quá trình tôi làm nguội Mục đích chính của phương pháp này để tăng độ cứng, tăng tính chịu mài mòn.
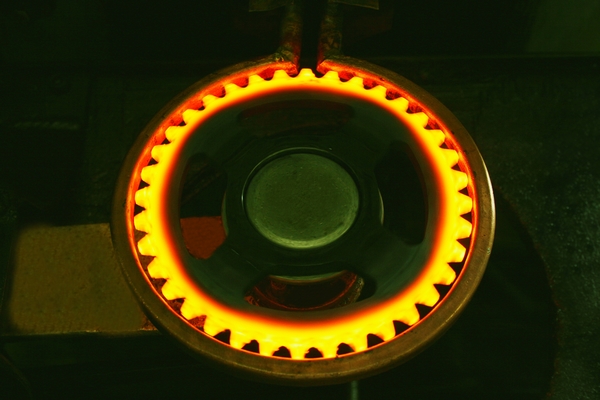
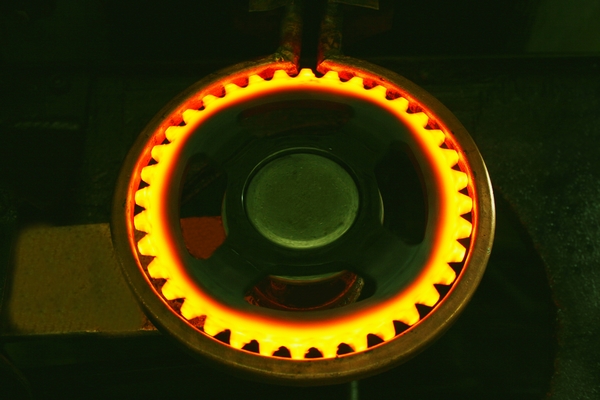
- Tôi tần số ( Inductioning) : Hay còn gọi là tôi cảm ứng hay tôi cao tần. Phương pháp này sử dụng nguyên lý nung nhiệt dựa trên hiện tượng cảm ứng điện từ, dùng sức nóng của dòng điện tạo ra trên bề mặt chi tiết, khi chi tiết đặt trong một từ trường biến thiên. Và chiều sâu lớp bề mặt có dòng điện chạy qua tỷ lệ thuận với tần số f. Do nhiệt độ chỉ tác động lên lớp bề mặt mỏng trong thời gian rất ngắn đã làm nguội nên trong lõi vẫn dẻo dai và độ cứng thấp. Thường ứng dụng cho thép cacbon trung bình.
Trong sản xuất cơ khí,nguyên công nhiệt luyện luôn là một trong những phần tối quan trọng ảnh hưởng đến 50% chất lượng cũng như độ bền của sản phẩm. Nhưng nhiệt luyện luôn là vấn đề gây đau đầu với tất cả các nhà sản xuất vì có rất nhiều yếu tố hóa,lí, nhiệt, điều khiển ảnh hưởng đến chất lượng và độ ổn định của quá trình nhiệt luyện như hệ thống máy móc, sự điều khiển nhiệt độ, môi trường tôi, thành phần hoá học của từng vật liệu....
HIểu thấu được những yếu tố gây ảnh hưởng đến quá trình nhiệt luyện, công ty chúng tôi đã đầu tư toàn diện về đội ngũ kĩ sư, dây chuyền nhiệt luyện cũng như hệ thống máy móc kiểm tra chất lượng quá trình nhiệt luyện tại nhà máy sản xuất phụ tùng xe máy Mạnh Quang.
Tuỳ theo từng loại vật liệu cũng như đặc trưng yêu cầu của chất lượng sản phẩm, chúng tôi sẽ lựa chọn việc xử lí nhiệt trên dây chuyền ram, ủ, tôi thấm thể khí Ipsen của Cộng Hòa Liên Bang Đức




, dây chuyền nhiệt luyện liên tục cho các chi tiết nhỏ.

Nhờ đầu tư các dây chuyền nhiệt luyện hiện đại cùng phần mềm nhiệt luyện, chúng tôi có được công nghệ hộ trợ thiết kế chương trình tôi và giám sát chương trình tôi ontime bằng máy tính để đảm bảo được độ chính xác trong việc điều khiển độ cứng chiều sâu thấm
Bên cạnh đó nếu khách hàng có yêu cầu tôi cục bộ chống thấm từng phần trên chi tiết chúng tôi cũng có thể đáp ứng được.